火电厂的输煤栈桥冲洗水、煤场初雨水等,由于其中的含煤粉尘颗粒较小,粉尘的比重与水的比重又较相近,很难靠重力自然沉淀。放任自留不但给周边环境造成了严重污染,同时也造成水资源的极大浪费。我公司针对这一问题、会同国家电力公司电力规划设计总院和清华大学环境工程系的专家教授共同开发出了智能化含煤废水处理与回用装置。该装置采用独特的反应沉降技术和科学的系统设计,配合高效的智能自控装置,把水处理与回用装置。该装置采用独特的反应沉降技术和科学的系统设计,配合高效的智能自控装置,把水处理技术。自动化控制技术。计算机技术进行有机的融合,使整个系统布局紧凑、合理、运行效率高、处理效果显著,自动化程度高。经本装置处理后的水质可达到SS<10mg/L,真正实现了无人值班操作。
系统构成及工艺原理
1、工艺流程
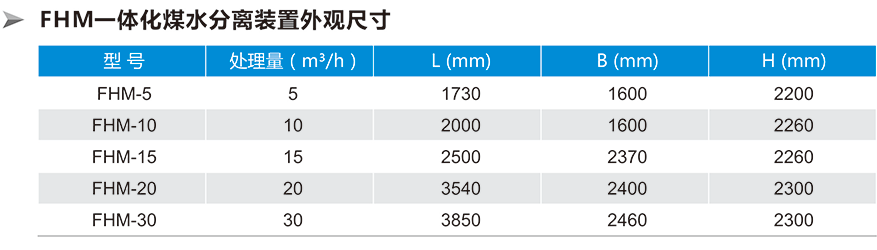
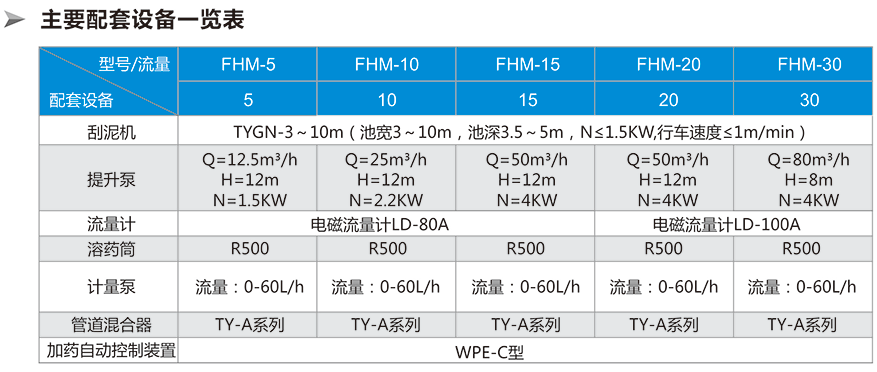
整个处理系统由调节池、FHW一体化媒水分离装置、自动化加药装置、废水自动提升设备、集中控制装置等组成。
含煤废水中的煤尘呈胶体状分散在水中,不能靠自然沉淀的方法去除,去除水中胶体颗粒只能用混凝沉淀的方法实现。混凝沉淀包含混凝和沉淀两个部分。在将含煤废水提升到FHM一体化煤水分离装置前,分别投加混凝剂和絮凝剂,使废水中的微小颗粒结成大颗粒,含有大颗粒的废水进入FHM一体化煤水分离爽直。该装置为碳钢材质。内部分为沉淀区和过滤区两部分。首先代有大颗粒的废水流进沉淀区,通过我公司独创的斜板沉淀器,将絮凝过的煤沉淀至积泥斗后排出,经沉淀过的废水再流至过滤区,过滤区采用合理的配水方法,科学的滤料搭配,确保由斜板沉淀区出水中的残余煤尘完全截留,过滤区分成三格,反冲洗时,用其他两格的滤后水集中反冲需冲洗的滤室,无需另设反冲洗设备(或采用无阀滤池过滤);处理后的水经排水管流出回用或排放。

说明:根据用户的需要与现场的实际条件对煤泥处置作如下不同的选择:
(1)浓缩与脱水
(2)煤泥干化池代替
(3)直接喷洒在堆煤厂上自然干化
2、控制系统
为了促进企业的技术进步,提高现代化管理水平,精简人员编制、降低运行人员的劳动强度,避免由于管理疏忽造成的水质不合格等情况的发生,同时降低能耗、药耗,含煤废水处理回用装置采用我公司先进的WPE-C型自动控制系统,实现整个装置的智能化。
控制系统具有强大的数据处理能力,并具有提供方便的组态功能和高级控制算法的支持力;支持多种现场总线程标准,全自动全程监控,系统扩充及其灵活;具有高可靠性和学习功能,提供丰富的自诊断显示信息,可实现无人值班,且维护方便,工艺先进。
自控系统以高可靠工业微机为核心,由中央处理器、通讯模块、主控模块、测试模块、变频调速装置及显示器、键盘、轨迹球等设备组成,主要完成人机对话、画面切换、实时监视功能。操作员可在线修改系统运行参数,人工干预系统阀门的动作以及控制调节等。保证不同工艺要求。同时对检测数据到主控室。现场控制采用CAN现场总线网,负荷IS011898CANSpcificantiom2.0A标准。
(1)浓缩与脱水
(2)煤泥干化池代替
(3)直接喷洒在堆煤厂上自然干化
2、控制系统
为了促进企业的技术进步,提高现代化管理水平,精简人员编制、降低运行人员的劳动强度,避免由于管理疏忽造成的水质不合格等情况的发生,同时降低能耗、药耗,含煤废水处理回用装置采用我公司先进的WPE-C型自动控制系统,实现整个装置的智能化。
控制系统具有强大的数据处理能力,并具有提供方便的组态功能和高级控制算法的支持力;支持多种现场总线程标准,全自动全程监控,系统扩充及其灵活;具有高可靠性和学习功能,提供丰富的自诊断显示信息,可实现无人值班,且维护方便,工艺先进。
自控系统以高可靠工业微机为核心,由中央处理器、通讯模块、主控模块、测试模块、变频调速装置及显示器、键盘、轨迹球等设备组成,主要完成人机对话、画面切换、实时监视功能。操作员可在线修改系统运行参数,人工干预系统阀门的动作以及控制调节等。保证不同工艺要求。同时对检测数据到主控室。现场控制采用CAN现场总线网,负荷IS011898CANSpcificantiom2.0A标准。